Many of our customers are cutting or planning to cut Acrylic with their
Industrial CNC Router. You can get a smooth finish when cutting this material, however as with most plastics, you do have to pay attention to a few factors, as it requires a little more care than cutting wood. Here are the most important factors to getting a clean cut:
1) Hold Down.
Make sure that the acrylic is held down securely. If it's not it can vibrate or flex ruining your cut altogether or marring the finish. On a T-Slot tabletop,with a sacrificial board, a few strips of double sided tape on the back side will go a long way to secure the piece. If you prefer, you can also use spray adhesives. Just make sure that the chemical properties are suitable for acrylic. A Vacuum Hold Table can make things easier, but if you're cutting pieces with a small surface area you may want to take these precautions as well.
2) Bits
When cutting Acrylic, you won't get the best result using wood cutting bits, as cutting and chip removal are much more important. We recommend using a bit designed for Acrylic cutting. Our customers typically get the best results using "O-Flute" End Mill Bits.
While you can use bits of all sizes, it's generally advisable to use the largest bit possible for your design, as this increases depth possible, stability and removal of waste material.
Make sure that your bits stay sharp, as a dull bit will not give you the edges you want.
3)Feedrate
Ideal feedrate for cutting Acrylic is typically 75-300 IPM, depending on the size of your bit. For example, an 1/8" bit work better on the low end (75-100) while a 1/2" bit would work well at 200-300. This is for the sake of the bit as much as the material.
4)RPM
Recommended spindle speed for cutting Acrylic is at least 18,000 RPM. You can possibly use higher RPM's, but you may need to adjust your feedrate (faster) as well to prevent the material melting. Use these speeds as a starting point and as you bump up your feed rate and RPM, keep track of results for the best combinations.
5) Cut Depth
Aim for about twice the diameter of the bit for a uniform cut. This is also a good practice to prevent breaking your bit.
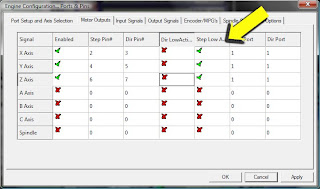
6) Ramping
In your Post Processor Program make sure to have the machine Ramp to starting point, rather than plunge straight down. This is much smoother and prevents any distortion on breaking the material surface.