Many of our customers are cutting or planning to cut Acrylic with their Industrial CNC Router. You can get a smooth finish when cutting this material, however as with most plastics, you do have to pay attention to a few factors, as it requires a little more care than cutting wood. Here are the most important factors to getting a clean cut:
1) Hold Down.
Make sure that the acrylic is held down securely. If it's not it can vibrate or flex ruining your cut altogether or marring the finish. On a T-Slot tabletop,with a sacrificial board, a few strips of double sided tape on the back side will go a long way to secure the piece. If you prefer, you can also use spray adhesives. Just make sure that the chemical properties are suitable for acrylic. A Vacuum Hold Table can make things easier, but if you're cutting pieces with a small surface area you may want to take these precautions as well.
2) Bits
When cutting Acrylic, you won't get the best result using wood cutting bits, as cutting and chip removal are much more important. We recommend using a bit designed for Acrylic cutting. Our customers typically get the best results using "O-Flute" End Mill Bits.
While you can use bits of all sizes, it's generally advisable to use the largest bit possible for your design, as this increases depth possible, stability and removal of waste material.
Make sure that your bits stay sharp, as a dull bit will not give you the edges you want.
3)Feedrate
Ideal feedrate for cutting Acrylic is typically 75-300 IPM, depending on the size of your bit. For example, an 1/8" bit work better on the low end (75-100) while a 1/2" bit would work well at 200-300. This is for the sake of the bit as much as the material.
4)RPM
Recommended spindle speed for cutting Acrylic is at least 18,000 RPM. You can possibly use higher RPM's, but you may need to adjust your feedrate (faster) as well to prevent the material melting. Use these speeds as a starting point and as you bump up your feed rate and RPM, keep track of results for the best combinations.
5) Cut Depth
Aim for about twice the diameter of the bit for a uniform cut. This is also a good practice to prevent breaking your bit.
6) Ramping
In your Post Processor Program make sure to have the machine Ramp to starting point, rather than plunge straight down. This is much smoother and prevents any distortion on breaking the material surface.
Once you have your Industrial CNC Router running, you're ready to start thinking about your router bits. The Industrial CNC Machines use an ER-20 Spring collett (unless you have an Auto ToolChanger in which case you'll use BT-30's)
These collett's are available in a variety of Imperial and Metric sizes, which you'll match up with the shank of the bits you're using. If you're using a 1/4" collett, you'll need bits with a 1/4" shank.
For cutting, you'll most likely be using End Mill bits. They're similar in design to drill bits, except the have blades on the side to allow for horizontal cutting, rather than simply plunging up and down. The two parts of the bit are the shank and the cutting area. Insert the shank only into the collett leaving the cutting area exposed. For ideal results you'll want to use the shortest bit possible for the job as the longer it is the more tension is taken up by the bit and the more likely it is to snap.
There are many varieties of bits available, and specialized bits for any material you'll be cutting. For long bit life and the best cutting, you may want to consider some good carbide bits. In a pinch, the bits at your local Home Depot will work, but they won't last as long or cut as cleanly.
You'll find that there are many types of end mills available. The two main types are upcut and downcut. The upcut pulls waste out of the cut, while the downcut does the opposite. The downcut type leaves the top surface cleaner, while the downcut leaves the bottom cleaner. It should also be noted that the upcut endmill bit pulls up on your material so it's more important to have it held down securely.
For cutting wood, either can work, but for plastics and other materials you may want to go with an upcut to prevent wasted from melting into the path it left. There are also different flute patterns (single, double, etc.) which are useful for better cleanup and finishes.
A straight end mill bit is useful for most cutting, but if you're planning to do any relief or 3D work, you can also consider a ball nose endmill bit. This is simply an endmill with a rounded tip, producing a smoother finish than the flat tip of the traditional endmill.
For finer detail, there are also engraving bits, which taper down to a point at the end, using different angles. These are great for text and very fine detail work, but keep in mind they're not designed for lots of straight cutting like end mill bits and they'll break easily if you ask too much of them.
Also popular is the V-Bit, which allows you to create a beveled effect of the edges of your cut without having to build it into your design. These are very useful for lettering and for borders.
You may also want to fave a fly cutting/planing bit on hand if you have a lot of surfacing planned. This bit has a flat bottom designed for skimming the surface of your material. You can get them in very wide diameters, cutting down your work time, but again, it is not an endmill bit, and not for deep cutting.
Those are the basics. Of course there are many other specialty bits available, such as drag knife bit to allow your CNC to work like a vinyl plotter.
Here are some starting tips to help you get going (mostly for endmill bits)
1) Start out cutting the same depth as the diameter of your bit. (quarter in diameter, quarter inch deep.) As you get more comfortable, try cutting a little deeper. You should never cut more than 4x the diameter of your bit.
2) Make sure that you take the exposed length of your bit into account when cutting. For example, if your bit extends 2 inches from the collett, you cannot cut 2.5 inches deep.
3) Tighten the cap over the collett, after the bit is inserted. Make sure the collett is flush with the bottom of the cap.
4) Your bit should spin straight. If you see it wobbling when you turn on your spindle, it is not inserted correctly.
5) Consult your bit supplier's charts for recommended feedrate/RPM for diferent materials. Wood, Acrylic, Aluminum and other materials all have their own needs for ideal cuts.
6) Use the shorteset bit possible for the cut to decrease possible deflection.
7) Use the largest diameter bit possible to cut deeper and reduce work time.
8) Keep your bits clean after use to extend tool life.
When you first start cutting with your Industrial CNC Router, you may find that some parts of your design are deeper than others. This isn't anything to be alarmed about and just means that you need to plane the surface of your tabletop.
If you have a T-Slot tabletop, obviously you can't plane the aluminum, so the best option is to plane your sacrificial tabletop (a sheet of mdf, or other material, placed on your tabletop to prevent cutting into your table.)
If you have a Vacuum Hold Down table, you'll need to use .mdf as its porous nature allows the vacuum to pull through it to hold down your stock.
First, make sure the sacrificial material is attached securely to the tabletop. I recommend double sided tape on the underside. This is to make sure that when you plane the surface, that sections won't lift up, because the planing made the material lighter.
For Vacuum tables, you can screw or bolt the mdf to the tabletop at the corners. (just make sure your bolts are outside the vacuum zone areas)
You'll then want to insert a fly cutting bit. (note that bits bigger than 1.5" become unbalanced very easily)
In your BobCAD program, make a rectangle the size of your sacrificial sheet and tell it to "pocket" the inside.
Post the G-Code and open it in your Mach 3 to surface your table.
Keep the file somewhere easy to find as you may want to run it again when your sacrificial board gets worn with use.
Here are some common screenshots to double check Mach settings for you Industrial CNC Router. If your machine was working and then stopped, it is usually one of these settings that have been changed. Most of your basic settings can be found under "Config/Ports & Pins" in the title bar. I'll start with those.
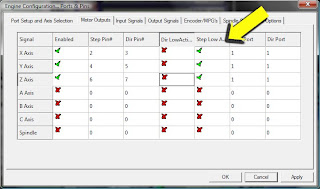
This screen is the "Motor Outputs" screen, which controls the movement of each axis (X, Y and Z) You'll notice that the X, Y and Z rows are enabled. Also note the "Step Pin" and Dir Pin" columns below for the appropriate pins. Make sure "Step Low Active" is enabled. If your settings do not match you won't be able to jog your spindle.
The next important tab in Ports and Pins is "Output Signals" This controls the Spindle On/Off operation. You should only be concerned with one row, Output #1. Proper settings are below.
You should be aware of the "Input Signals Tab." This is where input from the machine to the computer is controlled and enables your limit switches and e-stop function. These functions can provide interference, and the e-stop is typically bypassed, so there's no reason to leave it on.
I would suggest disabling everything in here as you can set limits more easily with the soft limits function in the software. Note that I have none of these rows enabled and pins are set to 0.
If any axis on your Industrial CNC Router is moving the wrong way, changing direction is very simple. In Mach3 Go to CONFIG/HOMING/LIMITS and find the row for the axis you would like to change.
In the first column on the left, labelled REVERSED, simply check or uncheck the box, whatever is the opposite of the current setting.
That axis will now move the opposite way. See picture below:
This post is to deal with the settings files that Industrial CNC sends to every customer; the configuration file (an .xml file)
There is no reason for you to open the file. I say this only because many people have called to say they can't open them.
Here is exactly how to deal with these files:
From the e-mail containing these files, click on the download link for the file.
Select Save, when the window comes up asking where to save it, select Desktop.
Make sure you have already gone to the Mach3 website and downloaded Mach3. Here's the link (go to downloads) http://machsupport.com/downloads.php (scroll down and click on the "Mach 3" link under "Lockdown")
You can also purchase a license from Mach3 on the same page.
In Windows Explorer Drag the .xml file into your Main Mach3 Folder.
(to find this, right click on the windows start button and choose "Explore"
A new window will open with folders on the left side of the screen.
Find the Folder labeled "Mach3"
and double click it.)
The right side of that window will now be the inside of the Mach3 folder. Then, click the middle button in the top right corner of your screen (in between the - and x buttons, and you should see your desktop beneath that window.
Drag the two files from the desktop to the inside of the Mach3 folder.
You should now be ready to control your Industrial CNC Router!
We get an occasional calls from Industrial CNC customers to tell us that the router is cutting "crop circles" This means usually perfect circles that are not included in the gcode.
This is usually from a customer using their own post processor with their own settings.
This has been solved every time I've heard of it by simply changing one option in Mach 3 under Config/General Config. Go to Motion Control, then IJ Mode and change the radio button selection.
In order to ensure communication with your Industrial CNC Router, the following requirements are necessary:
32-bit version of Windows 2000, Windows XP, Windows Vista, or Windows 7 Operating System
1Ghz CPU
512MB RAM
Non-integrated Video Card with 32MB RAM
Basic Computer Skills (ability to copy/rename files, browse directories, etc)
Desktop PC (if using the Mach3 Parallel Port Driver - laptops are not supported because the power saving features of the chipsets disrupt the pulse stream, PCMCIA and USB parallel adaptors will *not* work.)
Also note that it is important that your parallel port puts out 5V rather than 3.5V. This is more likely to be a problem with newer computers.
USB to parallel adapters do not work.
It is recommended that you dedicate your PC to the CNC Machine, networking, antivirus software and internet do not help and can interfere with performance.
For your Industrial CNC Router to cut accurately, the motors need to be tuned. Basically this means that every step sent from the computer to the machine needs to translate correctly to the units you measure with (inches or millimeters.) When motors are tuned properly the machine will cut the distance your job requires.
You will start out with your X and Y axis at around 2,000 steps per unit. And your Z axis at around 4,000 steps per unit. These are ballpark numbers, so some tuning is required. Fortunately Mach has an automated motor tuning feature that will make this easy. Go to the "SETTINGS" tab and you'll find it right over the RESET button.
Note: You will need either a digital movement gauge or a tape measure before going further.
Click on the SET STEPS PER UNIT button, and a pop up window will appear asking which axis you would like to calibrate.
Select an axis
Another window will then pop up asking how far you would like each axis to move.
Enter a number (inches)
Be advised that when you enter a number it will then move the spindle that distance (or what it thinks is that distance.) The longer the distance the more any inaccuracy will be noticeable, so use a large number but make sure the spindle is far enough to the the left or front that it can travel that distance.
As soon as the movement is done, another window will appear to ask you how far the machine actually moved.
Enter in the actual distance it moved. Make sure to add the diameter of your bit.
Mach will then suggest a number for your steps per unit. Accept it and Mach will automatically calibrate the axis to that setting.
You can also change the setting manually by going to Config/Motor Tuning
You can also change your travel speed here by adjusting the sliders on the bottom and right side of the chart.
When you're getting started, in order to make sure that your Industrial CNC Router doesn't run into the side of the table, it can be a good idea to set up limits in your Mach 3 software for safety. In this post, I'll you how to set your soft-limits, which means that the software will stop the table automatically before this occurs.
Please make sure that your motors are properly tuned before setting the limits or they won't work properly.
1) The first step is to go to CONFIG/PORTS and PINS/INPUT SIGNALS. Make sure that all of your limit switches are disabled. (a red X for each row) See below:
2)Jog your Router to its home position. (We'll call the end of the table with the inverter and cabinet the front) Jog your spindle as far as it will go to the left, front (stop at the edge of the table)and all the way up on the Z axis.
3)Select the button beneath the DRO's (Digital Read Out) marked MACHINE COORDINATES
A red border should appear around the button (see picture below)
4)Select the Vertical REF ALL HOME button to the left of the DRO. This should set all axes to 0. (see picture below)
5)Go to Config/Homing Limits. Enter in the cutting area dimensions for your Router. Make sure to use Zero as one dimension and the width/length as the other. Note that the Z axis is set opposite. See below:
6) Select the SOFT LIMITS button to the right of the MACHINE COORDINATES button. It should now be bordered in green.
7)Select MACHINE COORDINATES button again, so that the red border goes away, leaving the SOFT LIMITS button on (Green)